| 技术交底记录 | ||||||
| 2008年10月15日 | 施管表5 | |||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | |||
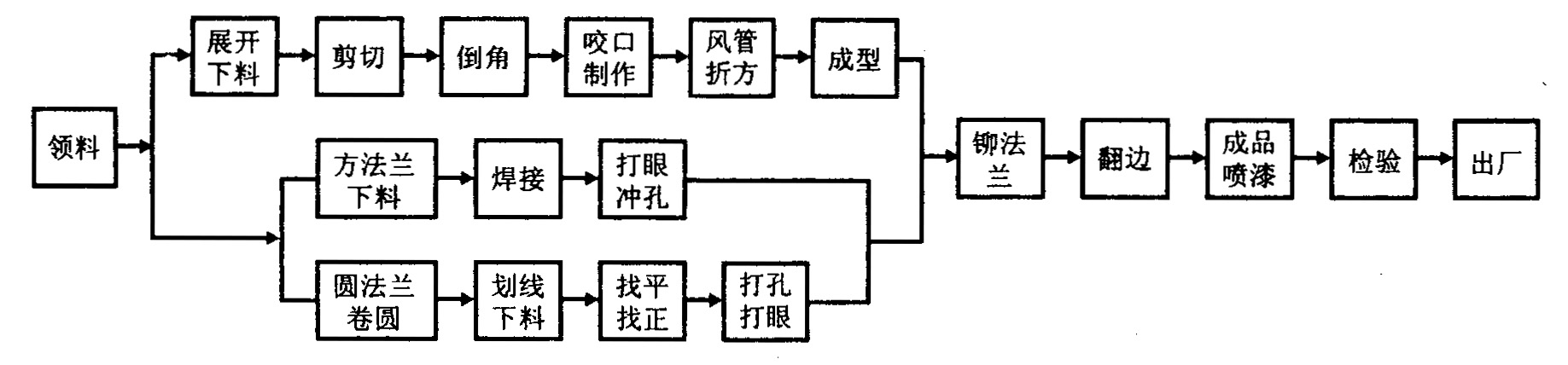
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | |||
| 交底内容: | ||||||
龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬口机、型钢切割机、角(扁)钢卷圆机、液压钳钉钳、电动拉铆枪、台钻、手电钻、冲孔机、插条法兰机、螺旋卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角尺量角器、圆规、洋冲、铁锤、木锤、拍板、各类胎具、料桶、刷子等小型工具。 |
||||||
| 交底单位 | 接收单位 | |||||
| 交 底 人 | 接 收 人 | |||||
| 技术交底记录 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2008年10月15日 | 施管表5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 交底内容: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
表6-15
表6-16
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 交底单位 | 接收单位 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 交 底 人 | 接 收 人 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 技术交底记录 | ||||||||||||||||||||||||||
| 2008年10月15日 | 施管表5 | |||||||||||||||||||||||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | |||||||||||||||||||||||
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | |||||||||||||||||||||||
| 交底内容: | ||||||||||||||||||||||||||
续表
|
||||||||||||||||||||||||||
| 交底单位 | 接收单位 | |||||||||||||||||||||||||
| 交 底 人 | 接 收 人 | |||||||||||||||||||||||||


| 技术交底记录 | ||||||||||||||||||||||||||||||||||||||
| 2008年10月15日 | 施管表5 | |||||||||||||||||||||||||||||||||||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | |||||||||||||||||||||||||||||||||||
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | |||||||||||||||||||||||||||||||||||
| 交底内容: | ||||||||||||||||||||||||||||||||||||||
表6-17 金属风管的咬接或焊接界限
表6-18 咬口宽度(mm)
|
||||||||||||||||||||||||||||||||||||||
| 交底单位 | 接收单位 | |||||||||||||||||||||||||||||||||||||
| 交 底 人 | 接 收 人 | |||||||||||||||||||||||||||||||||||||
| 技术交底记录 | ||||||
| 2008年10月15日 | 施管表5 | |||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | |||
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | |||
| 交底内容: | ||||||
|
||||||
| 交底单位 | 接收单位 | |||||
| 交 底 人 | 接 收 人 | |||||
| 技术交底记录 | ||||||||||||||||||||||||
| 2008年10月15日 | 施管表5 | |||||||||||||||||||||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | |||||||||||||||||||||
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | |||||||||||||||||||||
| 交底内容: | ||||||||||||||||||||||||
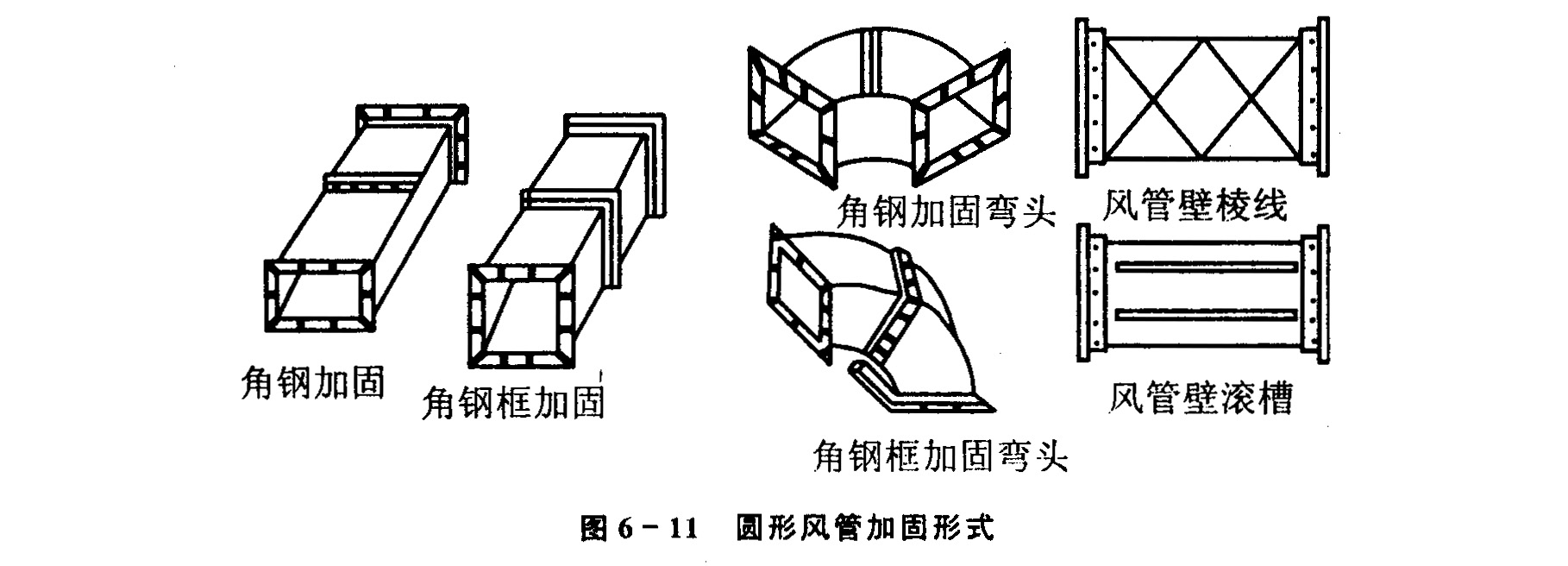
风管的加固形式见图6-11:
表6-19 圆、矩形风管法兰铆钉规格及铆钉尺寸
17、翻边应平整,不应遮住螺孔,四角应铲平,不应出现豁口,以免漏风。 18、风管与小部件(嘴子、短支管等)连接处,三通、四通分支处要严密,缝隙处应利用锡焊或密封胶堵严以免漏风。使用锡焊,熔锡时锡液不允许着水防止飞溅伤人,盐酸要妥善保管。 |
||||||||||||||||||||||||
| 交底单位 | 接收单位 | |||||||||||||||||||||||
| 交 底 人 | 接 收 人 | |||||||||||||||||||||||
| 技术交底记录 | |||||||||||||||||||||||||||||||||||||
| 2008年10月15日 | 施管表5 | ||||||||||||||||||||||||||||||||||||
| 工程名称 | 节能大厦 | 分部工程 | 给水排水与采暖工程 | ||||||||||||||||||||||||||||||||||
| 分项工程名称 | 通风管道及部件制作工程 | 施工单位 | 中天宝业集团 | ||||||||||||||||||||||||||||||||||
| 交底内容: | |||||||||||||||||||||||||||||||||||||
生划痕的画线工具。操作时应使用木锤或有橡胶皮套的锤子,不得使用铁锤,以免落锤点产生锈斑。
表6-20 质量通病和防治方法
|
|||||||||||||||||||||||||||||||||||||
| 交底单位 | 接收单位 | ||||||||||||||||||||||||||||||||||||
| 交 底 人 | 接 收 人 | ||||||||||||||||||||||||||||||||||||